ASTM Ss 201 304 304L 316 316L 310S 309S 430 904L 2205 Spawana rura okrągła/kwadratowa/prostokątna/sześciokątna/owalna lub rura węglowa/aluminiowa/ocynkowana/bez szwu/rura ze stali nierdzewnej
https://youtube.com/watch?v=4erHivkeuv4
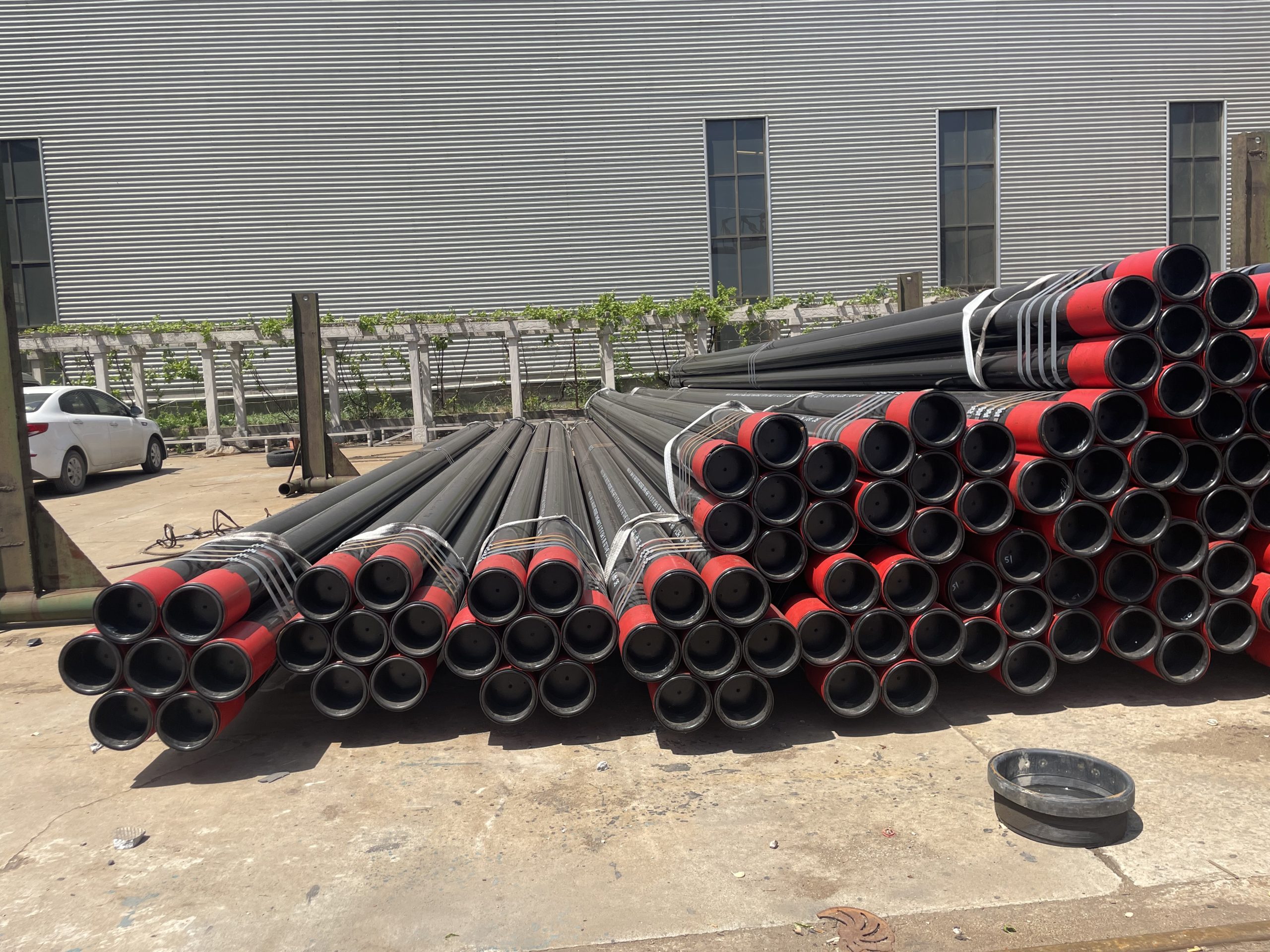
Stal nierdzewna to wszechstronny materiał, który ze względu na swoje wyjątkowe właściwości znajduje szerokie zastosowanie w różnych gałęziach przemysłu. Jedną z najpowszechniejszych form stali nierdzewnej jest spawana rura okrągła/kwadratowa/prostokątna/sześciokątna/owalna. W tym artykule zbadamy zalety spawanej rury okrągłej / kwadratowej / prostokątnej / sześciokątnej / owalnej ASTM Ss 201 304 304L 316 316L 310S 309S 430 904L 2205.Najpierw omówmy zalety stosowania rur ze stali nierdzewnej. Stal nierdzewna znana jest z doskonałej odporności na korozję, dzięki czemu nadaje się do zastosowań w trudnych warunkach. Może wytrzymać narażenie na działanie środków chemicznych, wilgoci i wysokich temperatur, nie niszcząc się ani nie rdzewiejąc. Dzięki temu jest to niezawodny wybór dla branż takich jak ropa i gaz, przetwórstwo chemiczne i zastosowania morskie.
Skład chemiczny
C
Mn
P
S
Si
0.06-0.18
0.27-0.63
0.035
0.035
0.25
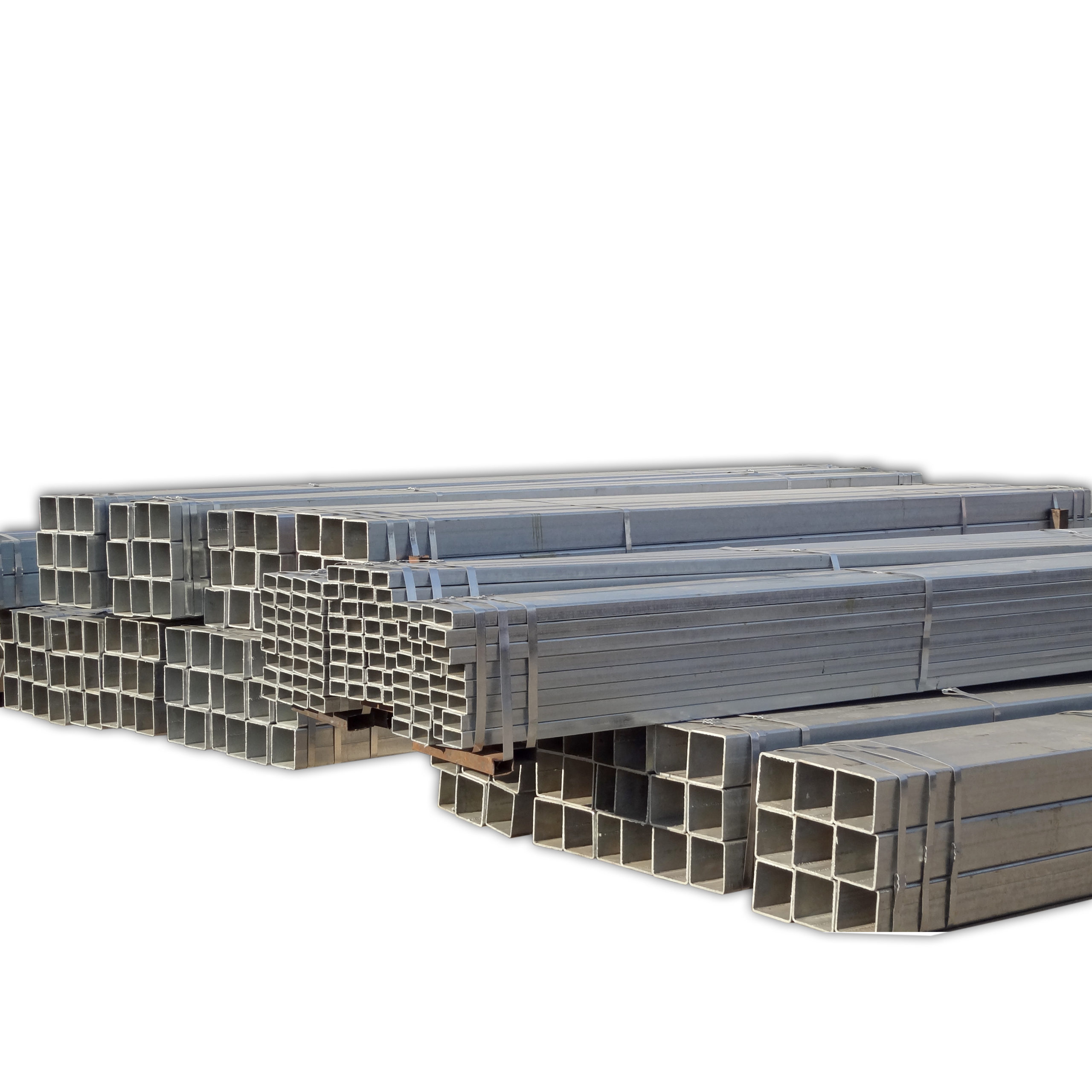
Ponadto rury ze stali nierdzewnej zapewniają doskonałą wytrzymałość i trwałość. Wytrzymują duże obciążenia i naciski, dzięki czemu idealnie nadają się do zastosowań konstrukcyjnych. Niezależnie od tego, czy chodzi o konstrukcje budowlane, komponenty samochodowe czy maszyny, rury ze stali nierdzewnej zapewniają niezbędną wytrzymałość i stabilność.
Etykiety a
Masa obliczona c
Warunki i zasady dotyczące masy liniowej nominalnej b,c
Grubość ściany
em, Przyrost lub strata masy w wyniku wykończenia końcowego d
Średnica zewnętrzna
Średnica wewnętrzna
Średnica dryfu
Zwykły koniec
kg
Okrągły wątek
Wątek wzmacniający
wpe
D
kg/m2
t
D
mm
kg/m2
Krótki
Długie
RC
SCC
mm
mm
mm
1
2
3
4
5
6
7
8
9
10
11
12
13 3/8
48
339.72
71.43
8.38
322.96
318.99
68.48
15.04
17,91
13 3/8
54.5
339.72
81.1
9.65
320.42
316.45
78.55
13.88
16.44
13 3/8
61
339.72
90.78
10.92
317.88
313.91
88.55
12.74
14.97
13 3/8
68
339.72
101.19
12.19
315.34
311.37
98.46
11.61
14.97
13 3/8
68
339.72
101.19
12.19
315.34
311.37
98.46
11,67 f
14.33
13 3/8
72
339.72
107.15
13.06
313.6
311,15 e
105.21
10.98
13.98
13 3/8
72
339.72
107.15
13.06
313.6
311,15 i 309,63 309,63
105.21
10.91 f
14.33
13 3/8
72
339.72
107.15
13.06
313.6
105.21
10.98
13.98
13 3/8
72
339.72
107.15
13.06
313.6
105.21
10.91 e
16
65
406.4
96.73
9.53
387.4
382.57
96.73
18.59
20.13
16
75
406.4
111.61
11.13
384.1
379.37
108.49
16.66
18.11
16
84
406.4
125.01
12.57
381.3
376.48
122.09
14.92
16
109
406.4
162.21
16.66
373.1
368.3
160.13
18 5/8
87.5
473.08
130.21
11.05
450.98
446.22
125.91
33.6
39.25
20
94
508
139.89
11.13
485.7
480.97
136.38
20.5
27.11
24.78
20
94
508
139.89
11.13
485.7
480.97
136.38
20.61
27,26 g 24,27 17,84
24.78
20
106.5
508
158.49
12.7
482.6
477.82
155.13
18.22
22
20
133
508
197.93
16.13
475.7
470.97
195.66
13.03
16.02
UWAGA Patrz także rysunki D.1, D.2 i D.3.
a Etykiety mają charakter informacyjny i ułatwiają składanie zamówienia.
b Nominalne masy liniowe, gwintowane i łączone (kolumna 4) podano wyłącznie w celach informacyjnych.
c Gęstości martenzytycznych stali chromowych ( L80 typy 9Cr i 13Cr) są mniejsze niż stali węglowych; Dlatego też podane masy nie są dokładne dla martenzytycznych stali chromowych; Należy zastosować współczynnik korekcji masy wynoszący 0,989.
d Przyrost lub ubytek masy w wyniku wykończenia końcowego; Patrz 8.5.
e Średnica dryfu dla najpopularniejszych rozmiarów bitów; Średnicę wybicia należy określić w umowie kupna i zaznaczyć na rurze; Wymagania dotyczące dryfu podano w 8.10.
f W oparciu o minimalną granicę plastyczności 758 mPa lub większą.
g W oparciu o minimalną granicę plastyczności 379 mPa.
 Stal nierdzewna to wszechstronny materiał, który ze względu na swoje wyjątkowe właściwości znajduje szerokie zastosowanie w różnych gałęziach przemysłu. Jedną z najpowszechniejszych form stali nierdzewnej jest spawana rura okrągła/kwadratowa/prostokątna/sześciokątna/owalna. W tym artykule zbadamy zalety spawanej rury okrągłej / kwadratowej / prostokątnej / sześciokątnej / owalnej ASTM Ss 201 304 304L 316 316L 310S 309S 430 904L 2205.
Stal nierdzewna to wszechstronny materiał, który ze względu na swoje wyjątkowe właściwości znajduje szerokie zastosowanie w różnych gałęziach przemysłu. Jedną z najpowszechniejszych form stali nierdzewnej jest spawana rura okrągła/kwadratowa/prostokątna/sześciokątna/owalna. W tym artykule zbadamy zalety spawanej rury okrągłej / kwadratowej / prostokątnej / sześciokątnej / owalnej ASTM Ss 201 304 304L 316 316L 310S 309S 430 904L 2205. Najpierw omówmy zalety stosowania rur ze stali nierdzewnej. Stal nierdzewna znana jest z doskonałej odporności na korozję, dzięki czemu nadaje się do zastosowań w trudnych warunkach. Może wytrzymać narażenie na działanie środków chemicznych, wilgoci i wysokich temperatur, nie niszcząc się ani nie rdzewiejąc. Dzięki temu jest to niezawodny wybór dla branż takich jak ropa i gaz, przetwórstwo chemiczne i zastosowania morskie.
Najpierw omówmy zalety stosowania rur ze stali nierdzewnej. Stal nierdzewna znana jest z doskonałej odporności na korozję, dzięki czemu nadaje się do zastosowań w trudnych warunkach. Może wytrzymać narażenie na działanie środków chemicznych, wilgoci i wysokich temperatur, nie niszcząc się ani nie rdzewiejąc. Dzięki temu jest to niezawodny wybór dla branż takich jak ropa i gaz, przetwórstwo chemiczne i zastosowania morskie.