एएसटीएम ए106 जीआर.बी सीमलेस स्टील पाइप के लाभों की खोज
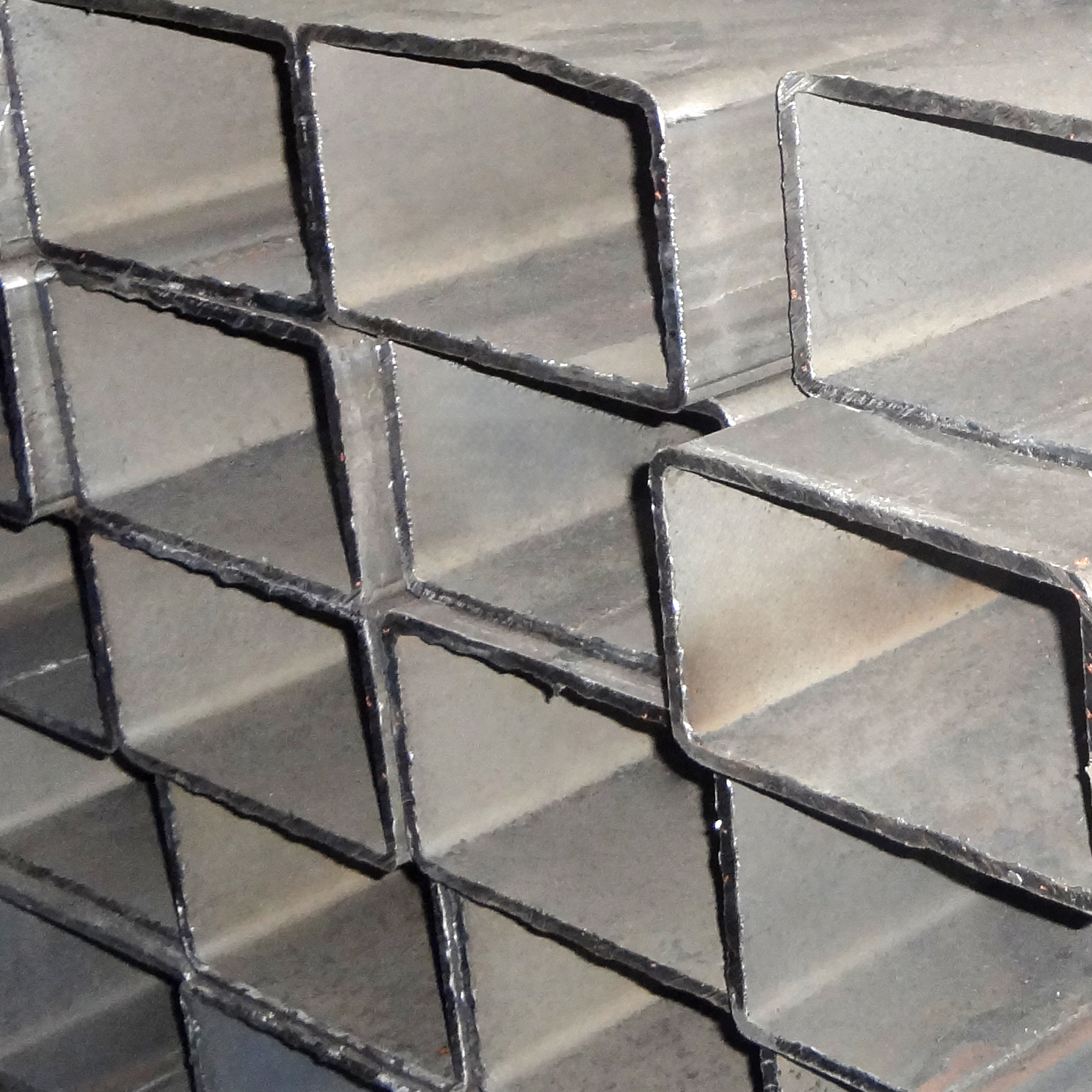
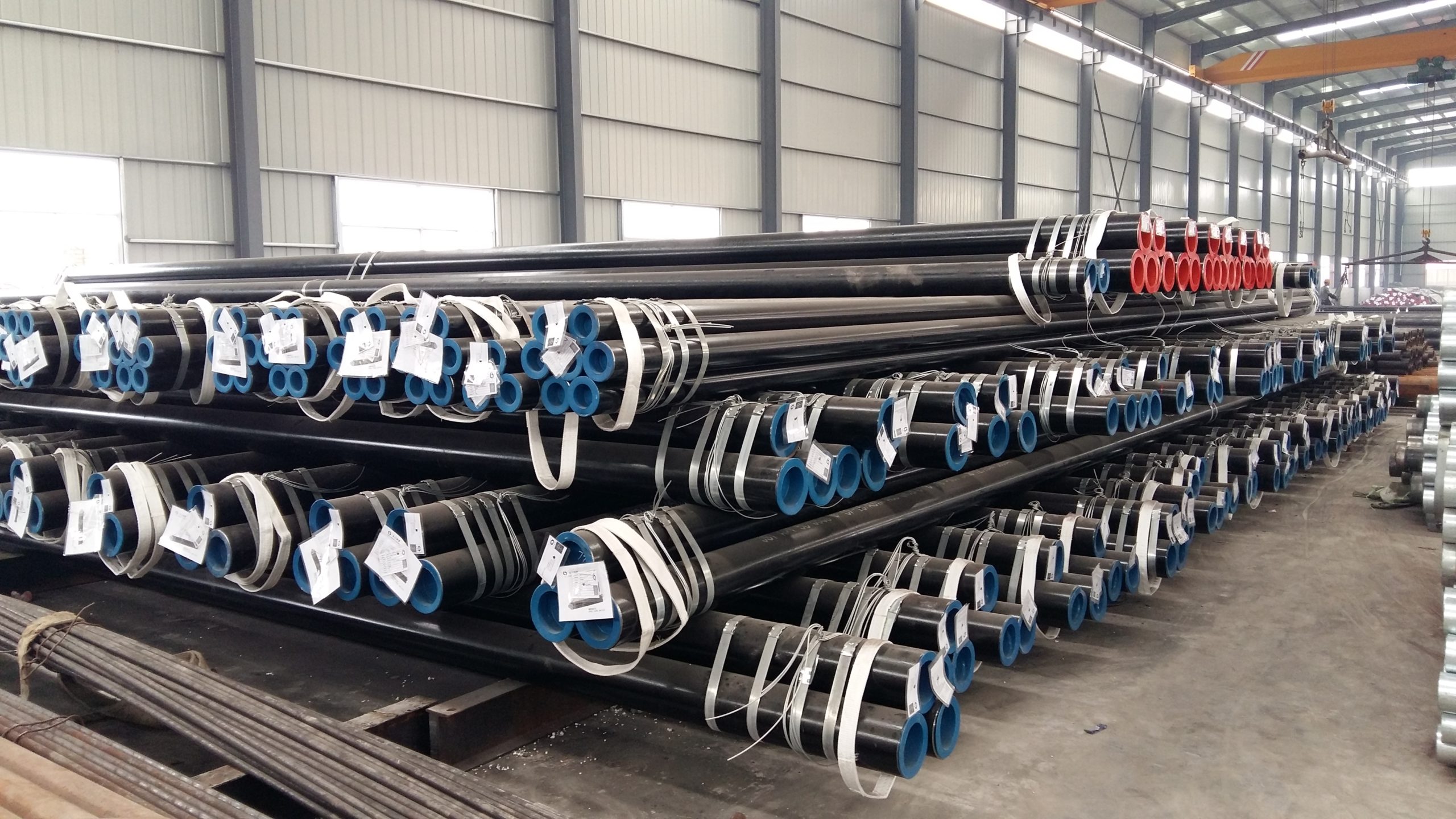
एएसटीएम ए106 जीआर.बी सीमलेस स्टील पाइप अनुप्रयोगों की एक विस्तृत श्रृंखला के लिए एक बहुमुखी और लागत प्रभावी विकल्प है। इस प्रकार का स्टील पाइप एक ठोस गोल स्टील बिलेट से बनाया जाता है, जिसे गर्म किया जाता है और फिर एक खोखली ट्यूब बनाने के लिए बाहर निकाला जाता है। फिर सीमलेस स्टील पाइप को अनुप्रयोग के आधार पर विभिन्न आकृतियों और आकारों में बनाया जाता है। एएसटीएम ए106 जीआर.बी सीमलेस स्टील पाइप के लाभ असंख्य हैं। सबसे पहले, यह अत्यधिक टिकाऊ और संक्षारण प्रतिरोधी है, जो इसे विभिन्न अनुप्रयोगों के लिए एक आदर्श विकल्प बनाता है। इसके अतिरिक्त, इसे स्थापित करना और रखरखाव करना आसान है, जो इसे कई परियोजनाओं के लिए लागत प्रभावी समाधान बनाता है। इसके अलावा, यह हल्का और लचीला है, जिससे परिवहन और स्थापना आसान हो जाती है। सीमलेस स्टील पाइप बेहतर ताकत और स्थायित्व भी प्रदान करता है। यह उच्च तापमान और दबाव को झेलने में सक्षम है, जो इसे विभिन्न अनुप्रयोगों के लिए उपयुक्त बनाता है। इसके अतिरिक्त, यह क्रैकिंग और अन्य प्रकार की क्षति के प्रति प्रतिरोधी है, जो इसे कई परियोजनाओं के लिए एक विश्वसनीय विकल्प बनाता है। अंत में, एएसटीएम ए106 जीआर.बी सीमलेस स्टील पाइप एक पर्यावरण के अनुकूल विकल्प है। इसे पुनर्चक्रित सामग्रियों से बनाया गया है, जो इसे कई परियोजनाओं के लिए एक टिकाऊ विकल्प बनाता है। इसके अतिरिक्त, यह पुनर्चक्रण योग्य है, जो इसे उन लोगों के लिए एक आदर्श विकल्प बनाता है जो अपने पर्यावरणीय प्रभाव को कम करना चाहते हैं। कुल मिलाकर, एएसटीएम ए106 जीआर.बी सीमलेस स्टील पाइप विभिन्न अनुप्रयोगों के लिए एक उत्कृष्ट विकल्प है। यह अत्यधिक टिकाऊ, स्थापित करने और रखरखाव में आसान और पर्यावरण के अनुकूल है। इसके अतिरिक्त, यह हल्का और लचीला है, जो इसे कई परियोजनाओं के लिए एक आदर्श विकल्प बनाता है।
एएसटीएम ए106 जीआर.बी सीमलेस स्टील पाइप की विनिर्माण प्रक्रिया को समझना
एएसटीएम ए106 जीआर.बी सीमलेस स्टील पाइप की निर्माण प्रक्रिया कच्चे माल के चयन से शुरू होती है। सीमलेस स्टील पाइप के उत्पादन में उपयोग किए जाने वाले कच्चे माल आमतौर पर गोल बिलेट या हॉट-रोल्ड कॉइल होते हैं। फिर बिलेट्स को भट्ठी में गर्म किया जाता है और एक खोखली ट्यूब बनाने के लिए केंद्र में छेद किया जाता है।
विनिर्माण प्रक्रिया में अगला चरण कोल्ड ड्राइंग प्रक्रिया है। इस प्रक्रिया में उसके व्यास और दीवार की मोटाई को कम करने के लिए गर्म खोखली ट्यूब को डाई के माध्यम से खींचना शामिल है। कोल्ड ड्राइंग प्रक्रिया कई चरणों में की जाती है, प्रत्येक चरण में ट्यूब का व्यास और दीवार की मोटाई कम हो जाती है।
विनिर्माण प्रक्रिया में अगला चरण ताप उपचार प्रक्रिया है। इस प्रक्रिया में खींची गई ट्यूब को लगभग 1100 डिग्री सेल्सियस के तापमान तक गर्म करना और फिर इसे तेजी से ठंडा करना शामिल है। यह प्रक्रिया स्टील पाइप के यांत्रिक गुणों को बेहतर बनाने में मदद करती है।
| ओडी इन (मिमी) | + | – | डब्ल्यूटी इन (मिमी) | + | – |
| 1(25.4) | 0.10 | 0.10 | 1.1/2(38.1) | 20% | 0 |
| 1 1.1/2(25.4 38.1) | 0.15 | 0.15 | 22% | 0 | |
| 0.20 | 0.20 | 2(38.1 50.8) | |||
| 0.25 | 0.25 | 2.1/2(50.8 63.5) | |||
| 0.30 | 0.30 | 3(63.5 76.2) | |||
| 0.38 | 0.38 | 3 4(76.2 101.6) | |||
| 0.38 | 0.64 | ||||
| 0.38 | 1.14 |