Korzyści ze stosowania łączników rurowych i rurowych w operacjach wiercenia ropy i gazu
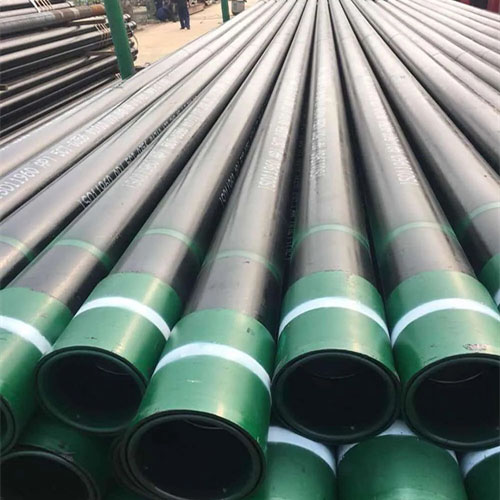
Stosowanie obudowy i złącza rurowego w operacjach wiercenia ropy i gazu może zapewnić szereg korzyści. Złączki osłonowe i rurowe służą do łączenia odcinków rur w celu utworzenia ciągłej długości rury. Jest to istotne przy odwiertach ropy i gazu, gdyż pozwala na efektywny i bezpieczny transport ropy i gazu z odwiertu na powierzchnię.

Pierwszą zaletą stosowania obudowy i złącza rurowego jest to, że zwiększa bezpieczeństwo operacji wiercenia. Łącząc odcinki rury, obudowy i złączy rurowych, można zmniejszyć ryzyko wycieków i innych potencjalnych zagrożeń. Jest to szczególnie ważne w przypadku wierceń ropy i gazu, ponieważ wszelkie wycieki mogą być niezwykle niebezpieczne. Dodatkowo obudowa i łącznik rurowy mogą pomóc zmniejszyć ryzyko awarii rury, co może prowadzić do kosztownych napraw i przestojów.
rura olejowa chiński hurtownik wysokiej jakości, rura osłonowa z Chin, dobra firma. Drugą korzyścią wynikającą ze stosowania osłony i złącza rurowego jest to, że może pomóc poprawić wydajność operacji wiercenia. Łączenie odcinków rury, obudowy i złączki rurowej może pomóc w skróceniu czasu potrzebnego do zakończenia operacji wiercenia. Może to pomóc w obniżeniu całkowitego kosztu operacji, a także ilości czasu potrzebnego na wykonanie zadania.
rura osłonowa, rura osłonowa studni, rura osłonowa górna, rura osłonowa vs rura przewodowa, osłona rury klimatyzacyjnej, rura stalowa osłonowa , rozmiar rury osłonowej, cena rury osłonowej PCV, rura osłonowa, dostawcy rur osłonowych w Chinach, rura zaślepiająca osłonę, rura wiertnicza osłonowa, rura nośna, rozmiar rury osłonowej, kołnierz tulei, tuleja tulejowa, tuleja, ramię tulei, łożysko tulei, reduktor tulei , narzędzie do tulei, tuleja pcv, znaczenie tulei
| Wymagania dotyczące wytrzymałości na rozciąganie i twardości | |||||||||
| Ocena | Granica plastyczności MPa | Rozciąganie Siła | Twardość a,c | Określona grubość ścianki | Dopuszczalna twardość Odmiana b | ||||
| Typ | Całkowite wydłużenie pod obciążeniem | min MPa | maks. | ||||||
| min | maks. | HRC | HBW | mm | HRC | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| H40 | 0.5 | 276 | 552 | 414 | |||||
| J55 | 0.5 | 379 | 552 | 517 | |||||
| K55 | 0.5 | 379 | 552 | 655 | |||||
| N80 | 1 | 0.5 | 552 | 758 | 689 | ||||
| N80 | P | 0.5 | 552 | 758 | 689 | ||||
| R95 | 0.5 | 655 | 758 | 724 | |||||
| L80 L80 | 1 | 0.5 | 552 | 655 | 655 | 23 | 241 | ||
| L80 | 9Cr 13Cr | 0.5 | 552 | 655 | 655 | 23 | 241 | ||
| 0.5 | 552 | 655 | 655 | 23 | 241 | ||||
| C90 | 1 | 0.5 | 621 | 724 | 689 | 25.4 | 255 | 12.70 | 3 |
| 12,71 do 19,04 | 4 | ||||||||
| 19.05 do 25.39 | 5 | ||||||||
| 25.40 | 6 | ||||||||
| T95 | 1 | 0.5 | 655 | 758 | 724 | 25.4 | 255 | 12.70 | 3 |
| 12,71 do 19,04 | 4 | ||||||||
| 19.05 do 25.39 | 5 | ||||||||
| 25.40 | 6 | ||||||||
| C110 | 0.7 | 758 | 828 | 793 | 30 | 286 | 12.70 | 3 | |
| 12,71 do 19,04 | 4 | ||||||||
| 19.05 do 25.39 | 5 | ||||||||
| 25.40 | 6 | ||||||||
| P110 | 0.6 | 758 | 965 | 862 | |||||
| Q125 | 1 | 0.65 | 862 | 1034 | 931 | b | 12.70 | 3 | |
| 12,71 do 19,04 19,05 | 4 | ||||||||
| 5 | |||||||||
| a W przypadku sporu jako metodę referencyjną należy zastosować laboratoryjne badanie twardości Rockwella C. | |||||||||
| b Nie określono żadnych ograniczeń twardości, ale maksymalna zmiana jest ograniczona w ramach kontroli produkcyjnej zgodnie z 7.8 i 7.9. | |||||||||
| c W przypadku badań twardości ścianek klas L80 (wszystkie typy), C90, T95 i C110, wymagania podane w skali HRC dotyczą maksymalnej średniej twardości. | |||||||||
| Etykiety a | Masa obliczona c | ||||||||||
| Warunki i zasady dotyczące masy liniowej nominalnej b,c | Grubość ściany | em, Przyrost lub strata masy w wyniku wykończenia końcowego d | |||||||||
| Średnica zewnętrzna | Średnica wewnętrzna | Średnica dryfu | Zwykły koniec | kg | |||||||
| Okrągły wątek | Wątek wzmacniający | ||||||||||
| wpe | |||||||||||
| D | kg/m2 | t | D | mm | kg/m2 | Krótki | Długie | RC | SCC | ||
| mm | mm | mm | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| 13 3/8 | 48 | 339.72 | 71.43 | 8.38 | 322.96 | 318.99 | 68.48 | 15.04 | 17,91 | ||
| 13 3/8 | 54.5 | 339.72 | 81.1 | 9.65 | 320.42 | 316.45 | 78.55 | 13.88 | 16.44 | ||
| 13 3/8 | 61 | 339.72 | 90.78 | 10.92 | 317.88 | 313.91 | 88.55 | 12.74 | 14.97 | ||
| 13 3/8 | 68 | 339.72 | 101.19 | 12.19 | 315.34 | 311.37 | 98.46 | 11.61 | 14.97 | ||
| 13 3/8 | 68 | 339.72 | 101.19 | 12.19 | 315.34 | 311.37 | 98.46 | 11,67 f | 14.33 | ||
| 13 3/8 | 72 | 339.72 | 107.15 | 13.06 | 313.6 | 311,15 e | 105.21 | 10.98 | 13.98 | ||
| 13 3/8 | 72 | 339.72 | 107.15 | 13.06 | 313.6 | 311,15 i 309,63 309,63 | 105.21 | 10.91 f | 14.33 | ||
| 13 3/8 | 72 | 339.72 | 107.15 | 13.06 | 313.6 | 105.21 | 10.98 | 13.98 | |||
| 13 3/8 | 72 | 339.72 | 107.15 | 13.06 | 313.6 | 105.21 | 10.91 e | ||||
| 16 | 65 | 406.4 | 96.73 | 9.53 | 387.4 | 382.57 | 96.73 | 18.59 | 20.13 | ||
| 16 | 75 | 406.4 | 111.61 | 11.13 | 384.1 | 379.37 | 108.49 | 16.66 | 18.11 | ||
| 16 | 84 | 406.4 | 125.01 | 12.57 | 381.3 | 376.48 | 122.09 | 14.92 | |||
| 16 | 109 | 406.4 | 162.21 | 16.66 | 373.1 | 368.3 | 160.13 | ||||
| 18 5/8 | 87.5 | 473.08 | 130.21 | 11.05 | 450.98 | 446.22 | 125.91 | 33.6 | 39.25 | ||
| 20 | 94 | 508 | 139.89 | 11.13 | 485.7 | 480.97 | 136.38 | 20.5 | 27.11 | 24.78 | |
| 20 | 94 | 508 | 139.89 | 11.13 | 485.7 | 480.97 | 136.38 | 20.61 | 27,26 g 24,27 17,84 | 24.78 | |
| 20 | 106.5 | 508 | 158.49 | 12.7 | 482.6 | 477.82 | 155.13 | 18.22 | 22 | ||
| 20 | 133 | 508 | 197.93 | 16.13 | 475.7 | 470.97 | 195.66 | 13.03 | 16.02 | ||
| UWAGA Patrz także rysunki D.1, D.2 i D.3. | |||||||||||
| a Etykiety mają charakter informacyjny i ułatwiają składanie zamówienia. | |||||||||||
| b Nominalne masy liniowe, gwintowane i łączone (kolumna 4) podano wyłącznie w celach informacyjnych. | |||||||||||
| c Gęstości martenzytycznych stali chromowych (L80 typy 9Cr i 13Cr) są mniejsze niż stali węglowych; Dlatego też podane masy nie są dokładne dla martenzytycznych stali chromowych; Należy zastosować współczynnik korekcji masy wynoszący 0,989. | |||||||||||
| d Przyrost lub ubytek masy w wyniku wykończenia końcowego; Patrz 8.5. | |||||||||||
| e Średnica dryfu dla najpopularniejszych rozmiarów bitów; Średnicę wybicia należy określić w umowie kupna i zaznaczyć na rurze; Wymagania dotyczące dryfu podano w 8.10. | |||||||||||
| f W oparciu o minimalną granicę plastyczności 758 mPa lub większą. | |||||||||||
| g W oparciu o minimalną granicę plastyczności 379 mPa. | |||||||||||
 Ogółem, stosowanie obudowy i złącza rurowego w operacjach wiercenia ropy i gazu może zapewnić szereg korzyści. Zwiększając bezpieczeństwo, poprawiając wydajność i poprawiając jakość produkowanej ropy i gazu, łączniki rurowe i rurowe mogą pomóc w zwiększeniu skuteczności wierceń ropy i gazu.
Ogółem, stosowanie obudowy i złącza rurowego w operacjach wiercenia ropy i gazu może zapewnić szereg korzyści. Zwiększając bezpieczeństwo, poprawiając wydajność i poprawiając jakość produkowanej ropy i gazu, łączniki rurowe i rurowe mogą pomóc w zwiększeniu skuteczności wierceń ropy i gazu.